 PRODUCTION CHALLENGE. ZL Engineering Plastics came to Extreme Coating Solutions with two production challenges:
PRODUCTION CHALLENGE. ZL Engineering Plastics came to Extreme Coating Solutions with two production challenges:
- Improve the quality of extruded sheet, rod and tube.
- Increase the wear life of the coating on the tooling dies.
For years, ZL had tried various PTFE-based coatings, Chrome plated, and other options, in an effort to find a coating system that would last longer than the 4-6 weeks they were getting.
COMPANY OVERVIEW.
ZL Engineering Plastics is a high quality, American manufacturer of thermoplastic stock shapes for machined parts. Their product range includes extruded sheet, rod, tube and cast parts made of a variety of materials including Acetal, PET, Nylon, PEEK, and Ultem®.
ZL’s high-density stock shapes are engineered to meet the strict standards required for subsequent machining into a variety of parts destined for use in industries such as oil and gas, electronics, machine parts, medical devices and others.
SOLUTION: ECS Leveraged Dyna-Tek’s 2-Coat Mold Release System
PROCESS:
- Blast off the original PTFE-based coating; but leaving a blast profile of approximately 6-7 microns.
- Lightly hand-sand the blasted surface removing any loose particles left behind by the blast media.
- Spray on, or if given proper training; hand wipe-on DYNA-TEK’s patent pending DT-420 base-coat. Allow it to flash off (20 min) and then force cure at 450 deg. for 45 min. or allow it to air-dry for 5 days.
- Note: In some cases if the mold is in poor condition with a lot of porosity, it may require the use of our DT-898 to fill in those pores prior to applying the 420.
- Apply our patented DT-6060 mold release, clear top-coat. Allow the 6060 to air dry overnight at 70 deg. or higher, and then the mold is ready to go again.
- The resulting coating system is approximately 12-15 microns, very smooth finish with a coefficient of friction less than the PTFE-based coating it replaced.
CUSTOMER’S FEEDBACK:
“When we move from PTFE-based coatings to DYNA-TEK, our sheet and rod quality improved dramatically. With PTFE-based coated dies the appearance of our extruded materials had lines in them which created what a matte finish. With the Dyna-Tek system, the surface is far smoother, creating a very nice gloss finish that seems to only get better with age. This is an incredible difference and competitive advantage for ZL.
Additionally, because the Dyna-Tek coating is lasting at least 4x’s longer than the PTFE-based coatings, we have less downtime and and more production. I would highly recommend any tooling that is currently coated with PTFE or other non-stick coatings be evaluated with DYNA-TEK. The results and cost savings are impressive!”
– PATRICK PHEFFER, PRESIDENT, ZL Engineered Plastics, N.A.
ADDITIONAL FEEDBACK:
“DYNA-TEK works well on old and new tooling alike. The results have been nothing short of amazing. Impressive surface quality and thus far, no re-coat required. This saved us significantly and delivered a superior product. The PTFE-based coatings we used before would start to deteriorate after several weeks, while with DYNA-TEK we have yet to re-coat a set of dies due to it being worn out. Now when the dies reach 4X’s the time we used to run them, we pull them out as part of our overall maintenance program for the dies themselves; which ultimately extends their useful life.”
– MARK DOUGLAS; PRODUCTION MANAGER, N.A. Operations.
For more information on Dyna-Tek’s Mold Release Products, visit www.Dyna-Tek.com or call us at 816-444-6266.
 We appreciate seeing some of our business going down (on) the toilet (bowl). One of our quality-minded aerospace clients specifies Chemours’ “Teflon™ PFA” for their aircraft bathrooms so customers don’t have to see what the previous passenger “left behind”.
We appreciate seeing some of our business going down (on) the toilet (bowl). One of our quality-minded aerospace clients specifies Chemours’ “Teflon™ PFA” for their aircraft bathrooms so customers don’t have to see what the previous passenger “left behind”. ECS works in a wide range of markets to reduce the costs (and in this case the “waste”) caused by surface friction. Whether your substrate is metal or a temperature sensitive substrate such as plastic, we have a wide range of coatings that will reduce the energy, costs and down-time tied to surface friction.
ECS works in a wide range of markets to reduce the costs (and in this case the “waste”) caused by surface friction. Whether your substrate is metal or a temperature sensitive substrate such as plastic, we have a wide range of coatings that will reduce the energy, costs and down-time tied to surface friction.
 By Jim Stuelke, CEO of Extreme Coating Solutions
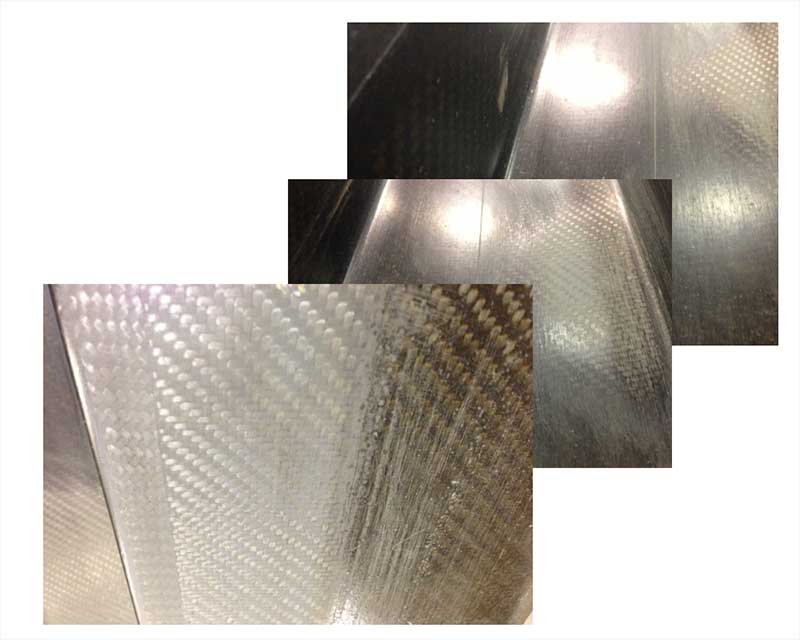
By Jim Stuelke, CEO of Extreme Coating Solutions The most effective was the walnut shell media which did the best job of stripping the Teflon™ without damaging the aluminum.
The most effective was the walnut shell media which did the best job of stripping the Teflon™ without damaging the aluminum. What do you do when trail mix fruit is sticking to the chutes and trays of your packaging machine? Extreme Coating Solutions worked with one of our clients recently for a coating solution that fixes this problem.
What do you do when trail mix fruit is sticking to the chutes and trays of your packaging machine? Extreme Coating Solutions worked with one of our clients recently for a coating solution that fixes this problem. The trail mix chutes and trays are extremely expensive to replace. The machine that they’re installed on weighs and dispenses product at the same time. And they can’t ship the parts with a general carrier. With the customer being 125+ miles from our facility, shipping via local courier isn’t the best option either.
The trail mix chutes and trays are extremely expensive to replace. The machine that they’re installed on weighs and dispenses product at the same time. And they can’t ship the parts with a general carrier. With the customer being 125+ miles from our facility, shipping via local courier isn’t the best option either. In an effort to quickly and safely deliver the much-needed trays to the customer, one of our coaters packed up and personally delivered the trays directly to the customer. Three days later, I took another round of finished chutes to our customer.
In an effort to quickly and safely deliver the much-needed trays to the customer, one of our coaters packed up and personally delivered the trays directly to the customer. Three days later, I took another round of finished chutes to our customer.



 One area was their cutting saw station. The problem here was downtime and cut quality due to the heat build-up from the friction on the side walls of the saw blade as it cut through their large blocks of materials. Consequently, the blades would build up material over time which would lead to the operator stopping production to change out the blade.
One area was their cutting saw station. The problem here was downtime and cut quality due to the heat build-up from the friction on the side walls of the saw blade as it cut through their large blocks of materials. Consequently, the blades would build up material over time which would lead to the operator stopping production to change out the blade.